Making boxes is something that comes up in arts and sciences all the time. Whether it’s crayfish plus mazes, mini-computer cases, or pin-hole cameras, boxes are super handy.
There are tons of ways to make boxes and join them together and I know very little about almost all of them. My boxes were clunky and uninteresting, albeit functional.
Post-laser cutter, box making has become much more fun and satisfying. A good part of that is just due to the laser cutter being such an amazing tool but a non-trivial amount is due to one website:
Copy your file to the desktop of one of the two computers in the Digital Fab room and then open it in Adobe Illustrator. If that happens then you may want to open up the Laser Cutter Template found on the desktop of the computer and copy your artwork into it using the Copy and Paste commands.
The laser cutter connects to the computer like a traditional printer. To continue, select Print from the File menu. You should see the Adobe print pop-up window appear. The Rayjet Engraver should be selected as the printer by default but, if it isn’t, select Rayjet Engraver v2.4.0 as the printer from the pull-down menu.
In the Adobe print window choose RayJet Print Preset — Use This! from the Print Preset pull-down menu (at the top of the window). The Print Preset may revert back to Custom after you select RayJet Print Preset — Use This! but the settings will be preserved. If you like you can select it again and it’ll remain as RayJet Print Preset — Use This!.
To continue configuring the laser cutter click the Setup button in the lower left corner of the Print window. Another Print pop-up window will appear. Click the Preferences button to continue.
The Rayjet laser configuration menu will appear. It’s where we’ll set up the laser for our particular material and operation. The first page is titled Materials.
In the Material Selection pane click through the various material options to find the one that most closely describes your material. Once you’ve selected a type of material then you’ll have to select a sub-type of material in the drop-down menu that comes up below the material images. If you forget to do this the software will revert back to whatever materials was in use in the previous laser project.
We don’t have auto focus so we’ll ignore the sections on Thickness and Auto Focus. In the right-hand pane (titled Intensity) you’ll set the laser power and speed for your application. These settings are empirical and our suggested settings can be found on the Laser Power and Speed Settings spreadsheet. The colored tabs at the top can be configured separately either as Cut or Engrave. You can have multiple cuts and engraves (with more than two tabs) but for now we’ll focus on one engraving color (black) and one cut color (red).
Click on the black tab and then select Engrave. After you’ve done that, check to see that the Air assist “switch” is set to On. Air assist helps keep the lens clean and should always be set to On. Set the Power and Speed settings according to our suggested settings. Ignore the slider underneath the Power and Speed settings.
Click on the red tab and then select Cut. Again ensure that Air assist is set to On. We almost always only do on cut pass so set Passes to 1. Then set your Power and Speed settings for your cut using the suggested settings.
Once you’ve completed these settings click the Next button at the bottom to proceed to the next page, titled Settings.
In most cases (outside of actually making stamps) the Standard Process is appropriate so click the Standard button to select normal operations.
For your engraving select the appropriate Halftoning. In our example file the image is black and white so clearly Black White is the proper choice. For most gray scale images the Error Diffusion setting looks most natural. Color is reserved for situations where you’re sending a color image to be engraved (like a photo). Ordered Dithering looks OK in some situations but default to Error Diffusion for most gray scale applications.
Under Engraving Direction we recommend using the top-down setting (right hand side).
Resolution can be adjusted over a wide range for different applications. In most cases, at least 90%, we find that 333 dpi is the appropriate resolution. Higher resolution choices (600 dpi, 1000 dpi) slow down the engraving considerably so only choose those when really necessary. Resolutions lower than 333 dpi may result in difficulty with making cuts so, leave it at 333 dpi unless advised otherwise. Select your Resolution by either moving the slider.
Disregard the Cutting Table and Rotary Fixture settings and click Next to go to the final page, titled Summary.
If you did everything correctly beforehand there’s no need to review anything on this page. Click the Process button (red arrow in lower right corner) to proceed. The settings will be saved.
You have successfully configured the laser and are ready to cut or engrave your part. Follow the steps on the Operating the Laser page to complete your project.
The laser is capable of two different modes of operation: cutting and engraving. A single file can include either or both types of operation. In order to communicate properly with the laser we need to prepare our files in a fairly specific fashion.
General File Information
First we’ll go through some general information on how to get the file set up and then go into detail on how to set up your file. The laser attaches to the computer in a similar fashion to a normal printer and, as such, almost any software can send a file to the laser. That being said, we prefer to use Adobe Illustrator Creative Cloud in order to keep things consistent. We have an Adobe Illustrator template available to download (click the link and then the download icon/button) that’ll provide you with a properly sized art board (17″ x 28.5″, same as the laser bed) and a color palette that the laser can recognize. Note that the template is in RGB color space, the laser will not recognize files in any other color space.
Download the Laser Cutter Template (click the link and then the download icon/button) for use with Illustrator and open it in Adobe Illustrator.
Use the standard drawing tools in illustrator to draw out your cut lines. Common tools for drawing lines (Pen, Pencil, Line, Shape, etc) are shown in this CS6 toolbar menu.
For the laser to recognize lines as cut lines they must be set to a stroke weight of 0.001 inches. To set the stroke weight, select your cut lines and then type 0.001 in into the stroke weight text box. If, for some reason, the box is reading in points (pt) then you may see 0.072 pt in the box afterward which is fine since that’s actually the same as 0.001 in.
In addition the laser will also only recognize your cut lines if they’re the proper color. The laser color palette is embedded into the template and can be seen by clicking on either the Fill Color or Stroke Color pull-down menus.
In general we use red (RGB red) for the cut lines. With your cut lines selected, choose the red block from the laser cutter color palette to convert your lines to red.
In case some of your cut lines form a solid you’ll want to make sure that the solid doesn’t have any fill. To do that choose the red slash line on white background from the Fill Color palette (as shown in the images above).
Once you’ve done this then your cut lines should be ready for the laser. For instance, if you started with this:you would end up with this after it’s all processed:
In certain situations you may want some lines to cut before others. To do this you can create a second set of cut lines making them a different color. In this case the next color the laser sees is the blue in the Laser Cutter Palette. The above file would look like this if we wanted to cut the red circle first and then the blue square after. In addition it would be possible to set different power and speed settings for each cut.
Since the art board is the size of the laser bed, the laser will cut or engrave your artwork where you’ve placed it on the art board. In general, assuming your artwork is smaller than the entire laser bed, it is a good idea to place your artwork into the upper left hand corner of the template. This is the zero corner (origin) of the laser bed and it begins drawing from that point when you run you file. Given that we don’t want to cut right to the edge of the bed place the upper left hand corner of your artwork about 1/8″ (3mm) to 1/4″ (6mm) from the upper left hand corner of the ar tboard as shown in the above images.
Engraving:
When engraving, the laser behaves much like an ink jet printer. The head moves back and forth, working its way down the image until it’s complete. Imaging is accomplished by the laser modulating the power it applies as it passes over the material, much like a printer modulates the amount of ink it puts down at a given spot to control color strength.
The laser can engrave images of almost any type but it performs more consistently with vector images. This means that images like jpegs and pngs are best converted into vector files using Image Trace before sending to the laser. Not all files require tracing, some will print fine as-is so please ask if you’re not sure.
Download the Laser Cutter Template (click the link and then the download icon/button) for use with Illustrator and open it in Adobe Illustrator
If you’re drawing your own artwork in Illustrator or just engraving text then you can skip a few steps down. If you’re using a file you downloaded or scanned then you’ll want to trace the image first. Drag and then drop your image file (assuming it’s a jpeg or some other bitmap-type file) onto the Laser Cutter Template.
Click the Embed button to insert the image into your template permanently.
Now we need to trace the image to vectorize it for easier engraving. With a simple image like this you can probably get away with just clicking the Image Trace button to the right of the Embed button. This applies default settings and generally works well for black and white images or logos. For more complex images, including photos, you can follow the directions found at Adobe Help.
Clicking Expand will trace out paths around the solids in your file and may allow further manipulation if you’re wanting to do more with your image. If you find that your traced image doesn’t appear to have as much detail as the original then it may have to do with the size of the original image. It helps to work with the largest image you can when starting out, you can always scale it down later on.
Since the art board is the size of the laser bed, the laser will cut or engrave your artwork where you’ve placed it on the art board. In general, assuming your artwork is smaller than the entire laser bed, it is a good idea to place your artwork into the upper left hand corner of the template. This is the zero corner (origin) of the laser bed and it begins drawing from that point when you run you file. Given that we don’t want to cut right to the edge of the bed place the upper left hand corner of your artwork about 1/8″ (3mm) to 1/4″ (6mm) from the upper left hand corner of the art board as shown in the above images.
Cutting and Engraving
A single file can include artwork for both cutting and engraving. A sample file with cutting (red box) and engraving (griffin image and Reed text) might look something like this. Text is treated just like any other image, as an engraving.
Since the art board is the size of the laser bed, the laser will cut or engrave your artwork where you’ve placed it on the art board. In general, assuming your artwork is smaller than the entire laser bed, it is a good idea to place your artwork into the upper left hand corner of the template. This is the zero corner (origin) of the laser bed and it begins drawing from that point when you run you file. Given that we don’t want to cut right to the edge of the bed place the upper left hand corner of your artwork about 1/8″ (3mm) to 1/4″ (6mm) from the upper left hand corner of the art board as shown in the above images.
Here are some settings you can use for getting started with the laser cutter. These are just standard settings and may need to be adjusted for your particular project. You can always run a test with a scrap piece of material to find out which settings will work best for you.
The first piece of equipment in the Digital Fab Space is our laser cutter. The laser cutter truly belongs to the Fab Lab as well, not to any specific department which means that it’s a tool for use college wide. We’ll be expanding access and posting availability and training sessions soon.
Even though it’s not necessary to know all the details about the laser in order to operate it, as a science person I love knowing about the machine and some of what’s going on inside. For those of you who are also interested here’s the scoop.
Our laser is a Rayjet 300 made by Trotec lasers in Austria. It’s almost identical to the much more common Trotec Speedy 300 aside from a slower x-axis motor, some different software, and a few accessories. This version is as robust as the (well-respected) Speedy 300 but is made more for applications like ours (educational) rather and purely industrial use.
RayJet 300 80W CO2 laser. Vent is shown in the upper left corner of the photo.
The laser itself is a ceramic tube 80 watt Carbon Dioxide (CO2) laser. For reference that’s 80,000 times as powerful as your 1mW laser pointer! The wavelength of the laser is 10.6 micrometers which is well into the infrared and about 20 times as long as the wavelength of green visible light. The laser is invisible but has a co-linear red diode laser that is visible to aid in focusing and positioning of the CO2 laser.
Although 80 watts seems huge, our laser pales in comparison to CO2 lasers used in industrial applications to cut metal which can be tens of thousands of watts. A quick web search turned up this trove of info on CO2 lasers if you’d like more info. I haven’t read the whole thing and can’t vouch for all the info that’s there but it looks pretty interesting:
The laser is reflected by three mirrors into the laser cutter bed area and then focused down into a tiny point by a single lens. The beam remains rather diffuse until finally focused so as to not damage the optics leading up to the laser head. The lens that focuses the laser is made of Zinc Selenide (ZnSe) which is one of the few materials that is transparent at 10.6 micrometer wavelengths. To protect the optics and facilitate cutting and engraving there is an air pump that pushes air out the laser head to where the cut is being made.
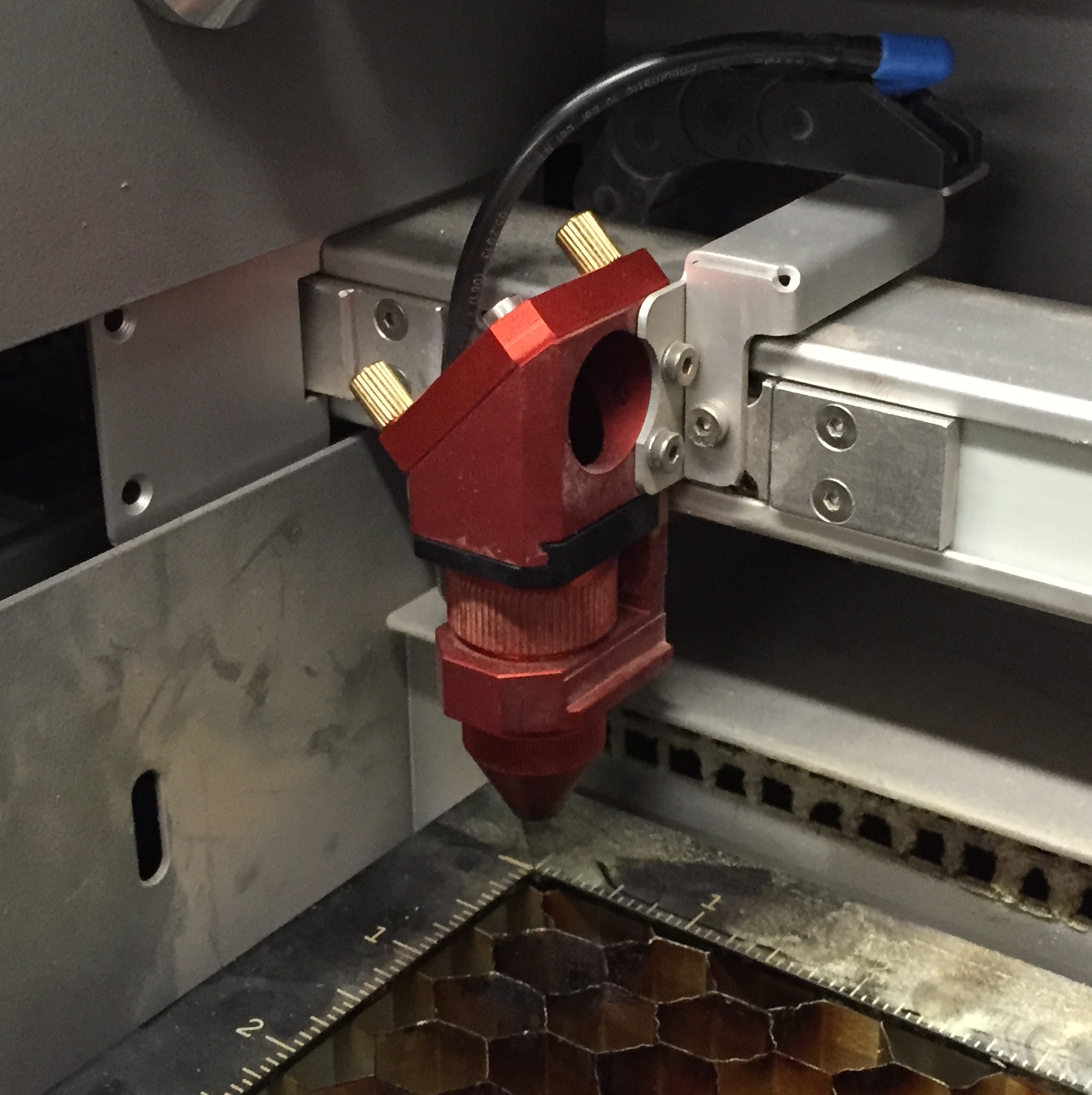
Cutting head of the laser. The laser reflects off the angled mirror and down through the lens right above the knurled ring. It then travels (along with an air jet that comes through the black hose) through the cone onto the work.
The max material size is 29.2″ wide (x-axis) and 17.2″ high (y-axis) with a maximum cut area of 17″ x 28.5″. It can accommodate materials up to about 6 inches thick (z-axis) weighing up to about 40 pounds. The x- and y-axis motors are brushless DC servo motors and use optical encoders for positional feedback. The laser knows where the head is by reading the optical encoder on the end of the motor shaft. By counting the number of turns of the shafts of each motor the laser can figure out the positioning of the head itself.
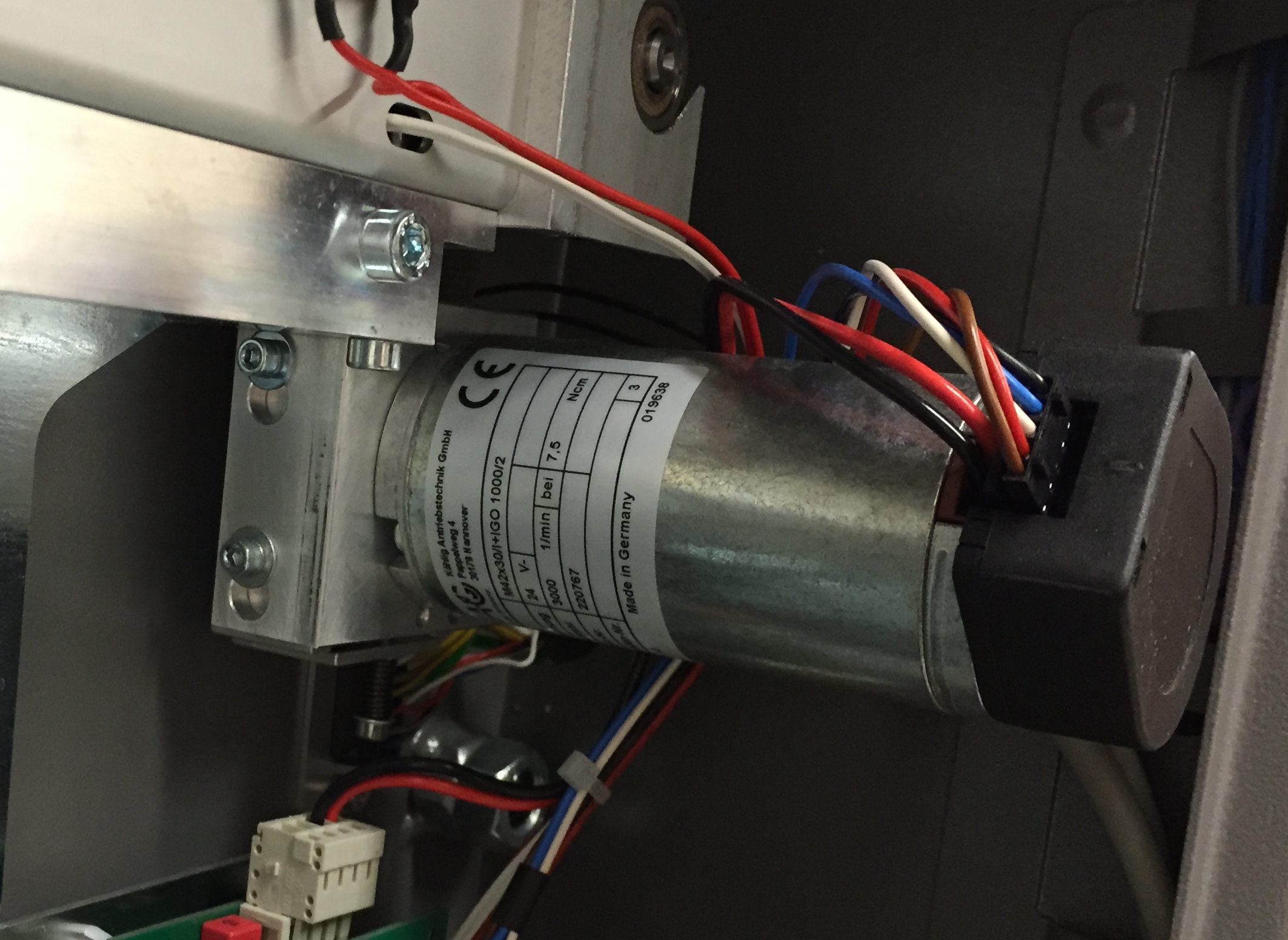
Y-axis servo motor with optical encoder on the end of the motor. This laser operates open-loop so there is no feedback from the actual head itself, just feedback as to where the motor shaft is.
Although this is a very high powered laser, since it’s enclosed in an interlocked space, there is no need to wear safety glasses while using it. Hazardous gases are produced during cutting and engraving but they are evacuated through a vent system in the building and so there is no air quality hazard although the room may smell slightly of burnt plastic or wood after completing a project.
As people do projects on the laser we accumulate the demonstration parts and abandoned or failed projects in the laser cutter room. They subsequently become showcases of what we can do (or what we can’t do depending on how you look at it) for visitors to the laser room. Below are some photos showing a few of those samples that we keep for people to check out.
US Map cut out of 1/8″ acrylic. The whole thing is only about 4 inches across so Hawaii was lost before we even got it out of the laser cutter.
Eric and I ran 4 laser cutter classes during Paideia week and had good turnout each day of 6-10 people. I think that our 10AM start time might have been a factor in preventing us from being overwhelmed with students, but after trying to run 10 student projects through the laser in 2 hours maybe that’s a good thing.
The classes were a lot of fun with one of us giving a short intro to the laser and demonstrating a couple pieces before cutting the students loose to try their hand at the process. We were able to walk each student through a project of their own and everyone left with a little laser-made part. Below are some of the things that students made during their run on the laser. Since the class a few people have come back to use the laser again and we hope to see more later on this term.
Engraving on thin doug fir wood. The laser preferentially cut away the material between the growth rings leaving a dynamic background to the engraved image.